
HYUNDAI 81QE11010 R1250 ტრასული ფსკერის ლილვაკებიანი ასამბლეა/მძიმე დატვირთვის მცოცავი ექსკავატორის შასის კომპონენტების მწარმოებელი - HELI MACHINERY MANUFACTURING CO.,LTD(CQC TRACK)


საინჟინრო დოკუმენტი:HYUNDAI R1250 81QE11010 ტრასის ქვედა ლილვაკის ასამბლეა: სერტიფიცირებული ზუსტი და მძიმე დატვირთვის ინჟინერიის სინთეზი, შექმნილი HELI MACHINERY MANUFACTURING CO., LTD.-ის მიერ.
დოკუმენტის იდენტიფიკატორი: TWP-CQC-HMMCL-81QE11010-01
გამოქვეყნების თარიღი: 2025 წლის დეკემბერი
კლასიფიკაცია: საჯარო ტექნიკური სპეციფიკაცია
1.0 რეზიუმე: სერტიფიცირებით შექმნილი უპირატესობა
ეს ტექნიკური დოკუმენტი განსაზღვრავს R1250 კლასის მძიმე დანიშნულების მცოცავი ექსკავატორისთვის განკუთვნილი HYUNDAI 81QE11010 ტრეკის ქვედა ლილვაკის ასამბლეის საინჟინრო ფილოსოფიას, წარმოების სიზუსტეს და მუშაობის სპეციფიკაციებს, რომელიც შექმნილია და წარმოებულია HELI MACHINERY MANUFACTURING CO., LTD.-ის (ბრენდირებული როგორც CQC TRACK) მიერ. ინდუსტრიაში, სადაც კომპონენტების უკმარისობა კატასტროფულ შეფერხებას იწვევს, ჩვენი შეთავაზება სცილდება უბრალო შემცვლელი ნაწილის პარადიგმას. ის განასახიერებს სერტიფიცირებულ პროდუქტს, სადაც ჩინეთის ხარისხის სერტიფიცირების (CQC) ჩარჩოს მკაცრი, სისტემატიზებული პროტოკოლები განუყოფლად არის ჩაქსოვილი მისი სასიცოცხლო ციკლის ყველა ეტაპზე - მეტალურგიული მოპოვებიდან საბოლოო აუდიტამდე.
ამ ასამბლეის ძირითადი თეზისი ის არის, რომ მძიმე დანიშნულების სამუშაოებში ნამდვილი საიმედოობა არ არის შემთხვევითი შედეგი, არამედ კონტროლირებადი, აუდიტირებული პროცესის დადასტურებადი შედეგი. HELI MACHINERY მოქმედებს მრავალშრიანი სერტიფიცირების ქოლგის ქვეშ, ფლობს როგორც ISO 9001:2015 ხარისხის სისტემის აღიარებას, ასევე მრავალ, სპეციფიკურ CQC პროდუქტის სერტიფიცირების სერტიფიკატებს (მაგ., CQC17704176145). ეს ორმაგი საფუძველი ავალდებულებს ქარხნის ხარისხის უზრუნველყოფის სისტემას, რომელიც მოიცავს ყველაფერს, მომწოდებლების შემოწმებიდან და ძირითადი კომპონენტების ვალიდაციიდან დაწყებული, წარმოების აღჭურვილობის ზუსტი მოვლა-პატრონობითა და ყოვლისმომცველი ჩანაწერების შენახვით დამთავრებული, მინიმუმ 24 თვის განმავლობაში. R1250 ოპერატორისთვის ეს ნიშნავს ქვედა ნაწილის კომპონენტს, რომლის დოკუმენტირებული თანმიმდევრულობა და გამძლეობა დაპროექტებულია, წარმოებულია და მუდმივად დამოწმებულია, რაც უზრუნველყოფს საკუთრების მინიმალურ მთლიან ღირებულებას გაუმართაობებს შორის მაქსიმალური საშუალო დროის მეშვეობით.
2.0 სერტიფიცირების ინჟინერიის წარმოების პროტოკოლის დეკონსტრუქცია
81QE11010 აწყობის ღირებულება CQC ქარხნის ინსპექტირებისა და ზედამხედველობის სისტემის აღსრულებად დისციპლინაშია დაფუძნებული. ქვემოთ მოცემულ ცხრილში მოცემულია, თუ როგორ აისახება ეს სავალდებულო პროცედურები უშუალოდ კომპონენტების ხელშესახებ ხარისხსა და მიკვლევადობაზე.
| CQC ქარხნის ხარისხის უზრუნველყოფის მოთხოვნა | 81QE11010 წარმოებაში დანერგვა | ინჟინერიისა და საიმედოობის სარგებელი საბოლოო მომხმარებლისთვის |
|---|---|---|
| მომწოდებლების შერჩევისა და მართვის პროგრამა | შენადნობის ფოლადის ჭედვისა და სპეციალური დალუქვის მასალების მომწოდებლების მკაცრი შემოწმება და დამტკიცება. | უზრუნველყოფს ნედლეულის მთლიანობას, რაც დაღლილობისა და დარტყმისადმი მდგრადობის ფუნდამენტურ განმსაზღვრელ ფაქტორს წარმოადგენს. |
| ძირითადი კომპონენტების/მასალების შემოწმება და ვერიფიკაცია | ყალბი ლილვაკების ბლანკების და შედუღებული შენადნობის ბუჩქების მასალის შემომავალი შემოწმება სერტიფიცირებულ სპეციფიკაციებთან შესაბამისობაში. | ხელს უშლის უხარისხო მასალების წარმოებაში შესვლას, რაც CQC-ის „პირველ რიგში პასუხისმგებლობის“ პრინციპის პირდაპირი გამოყენებაა. |
| ძირითადი კომპონენტების რეგულარული დადასტურების ტესტირება | მასალის სიმტკიცის, მიკროსტრუქტურისა და ქიმიური შემადგენლობის პერიოდული სინჯის აღება და ლაბორატორიული ტესტირება. | უზრუნველყოფს მუდმივ, ობიექტურ დადასტურებას, რომ მასალის თვისებები რჩება განსაზღვრულ საინჟინრო ზღვრებში. |
| წარმოების აღჭურვილობის მოვლა-შენახვის სისტემა | CNC სახეხი მანქანების, ინდუქციური გამკვრივების მოწყობილობებისა და სახეხი მანქანების დაგეგმილი პროფილაქტიკური ტექნიკური მომსახურება. | უზრუნველყოფს დამუშავების სიზუსტეს და თერმული დამუშავების თანმიმდევრულობას, პარტიიდან პარტიამდე. |
| რუტინული და დამადასტურებელი ტესტირების პროცედურები | 100%-იანი განზომილებიანი შემოწმება; დინამიური დატვირთვის ტესტირებისა და დალუქვის მთლიანობის დადასტურების ნიმუშების აღება. | თითოეული ერთეული შემოწმებულია შესაბამისობაზე, ხოლო ნიმუშის მუშაობა სტატისტიკურად დადასტურებულია ტიპის ტესტის სტანდარტებთან შედარებით. |
| შეუსაბამო პროდუქტების კონტროლი | ნებისმიერი ნაწილის სისტემატური კარანტინი და ანალიზი, რომელიც ვერ აკმაყოფილებს ინსპექტირების არცერთ საკონტროლო პუნქტს. | უზრუნველყოფს მხოლოდ ყველა სპეციფიკაციის დამაკმაყოფილებელი კომპონენტების აწყობას, რაც უზრუნველყოფს საბოლოო პროდუქტის მთლიანობას. |
| შიდა ხარისხის აუდიტი და მენეჯმენტის მიმოხილვა | მთელი ხარისხის მართვის სისტემის დაგეგმილი შიდა აუდიტები და მენეჯმენტის მიმოხილვები. | ხელს უწყობს სისტემის მუდმივ გაუმჯობესებას და უზრუნველყოფს მის მდგრად ეფექტურობას. |
| ყოვლისმომცველი ჩანაწერების შენახვა (≥24 თვე) | თითოეული წარმოების პარტიის სრული ციფრული მიკვლევადობა: მასალის სერტიფიკატები, თერმული დამუშავების ჟურნალები, შემოწმების შედეგები. | უზრუნველყოფს შეუდარებელ გამჭვირვალობას და მხარს უჭერს გარანტიის ან გაუმართაობის ანალიზს მყარი მონაცემებით. |
3.0 ტექნიკური ეგზეგეზა: კომპონენტის დონის ინჟინერია სერტიფიცირების ქვეშ
CQC ჩარჩო იძლევა „როგორ“-ს; მოწინავე ინჟინერია განსაზღვრავს „რას“. 81QE11010 ასამბლეა მიზნობრივი მასალათმცოდნეობისა და მექანიკური დიზაინის მასტერკლასია.
3.1 ლილვაკის კორპუსი და ფლანგი: ჭედური და გამაგრებული ცვეთისადმი მდგრადი ზემოქმედებისთვის
- მასალა: ბირთვი დამზადებულია 40SiMnTi ან 50Mn მაღალი გამჭვირვალობის, წვრილმარცვლოვანი შენადნობის ფოლადისგან დამზადებული ჭედური ნაჭრისგან. ეს არჩევანი უპირატესობას ანიჭებს ბირთვის განსაკუთრებულ გამაგრებას და სიმტკიცეს ჩვეულებრივ, დაბალი კლასის ფოლადებთან შედარებით.
- პროცესი: ექვემდებარება კომპიუტერის მიერ კონტროლირებად, ღრმა ინდუქციურ გამკვრივებას. პროცესის პარამეტრები ზედმიწევნით დოკუმენტირებულია CQC-ის მიერ დადგენილი პროცესის კონტროლის ჩანაწერების შესაბამისად.
- სპეციფიკაცია: აღწევს 58-62 HRC ზედაპირის სიმტკიცეს 8-12 მმ კონტროლირებადი ეფექტური კორპუსის სიღრმით, გარდამავალია 38-42 HRC მყარ ბირთვამდე. ეს ღრმა, მინისმაგვარი ზედაპირი დაპროექტებულია ისე, რომ გაუძლოს დაფხვნილი ქანებისა და ნიადაგის ექსტრემალურ აბრაზიულ ცვეთას, ხოლო დრეკადი ბირთვი შთანთქავს სამთო და კარიერის მოპოვებისთვის დამახასიათებელ მაღალი დარტყმით გამოწვეულ დარტყმებს, რაც ხელს უშლის კატასტროფულ მყიფე მოტეხილობას.
3.2 დალუქვის ღერძი: ტრიბოლოგიური და შეკავების სისტემა
- ლილვი: დამზადებულია კორპუსით გამაგრებული 40Cr ან 20CrMnTi შენადნობის ფოლადისგან, ზუსტად დამუშავებული სარკისებურ დასრულებამდე (Ra ≤ 0.4 μm). ეს მინიმუმამდე ამცირებს ხახუნს და ცვეთას დალუქვის ინტერფეისზე, რაც კრიტიკული ფაქტორია ხანგრძლივი მთლიანობისთვის.
- ბუჩქი: იყენებს მაღალი სიმკვრივის, ზეთით გაჟღენთილ შედუღებულ სპილენძის შენადნობს. ეს მასალა გამოირჩევა შესანიშნავ შესაბამისობით და დატვირთვის ტარების უნარით, ხოლო ჩაშენებული საპოხი მასალა უზრუნველყოფს მეორად საგანგებო შეზეთვის წყაროს.
- დალუქვის სისტემა: იყენებს მრავალსაფეხურიან, წნევაზე ადაპტირებად ლაბირინთულ დალუქვას. ეს სისტემა აერთიანებს პირველად მცურავ ლითონის ცვეთის რგოლს უხეში აბრაზივების მოსაგერიებლად, მრავალტუჩიან ნიტრილ რეზინის დალუქვას, რომელიც ენერგიით არის აღჭურვილი დაპატენტებული ზამბარის დიზაინით, და ცხიმით გაწმენდილ ლაბირინთს. ის შექმნილია ღრმა ტალახში ჩაძირვის მაღალი სტატიკური წნევის და მაღალსიჩქარიანი ლიანდაგის ბრუნვის დინამიური წნევის ქვეშ მთლიანობის შესანარჩუნებლად.
3.3 აწყობა და საბოლოო დადასტურება: საბოლოო კარიბჭე
აწყობა კონტროლირებად გარემოში ხორციელდება. ღრუ იწმინდება და ივსება ლითიუმის კომპლექსის, უკიდურესი წნევის (EP) ცხიმით, რომელიც განკუთვნილია ფართო ტემპერატურის დიაპაზონისთვის (-30°C-დან +150°C-მდე). გაგზავნამდე, თითოეული ერთეული გადის საბოლოო ექსპლუატაციის ტესტს ბრუნვის სიგლუვისა და დალუქვის მთლიანობის დასადგენად. ეს საბოლოო შემოწმება CQC-ის მიერ განსაზღვრული „რუტინული შემოწმების“ სავალდებულო ნაწილია, რაც წარმოების ხარისხის კონტროლის ციკლს ასრულება.

4.0 შესაბამისობა, ურთიერთშემცვლელობა და შესრულებისადმი ვალდებულება
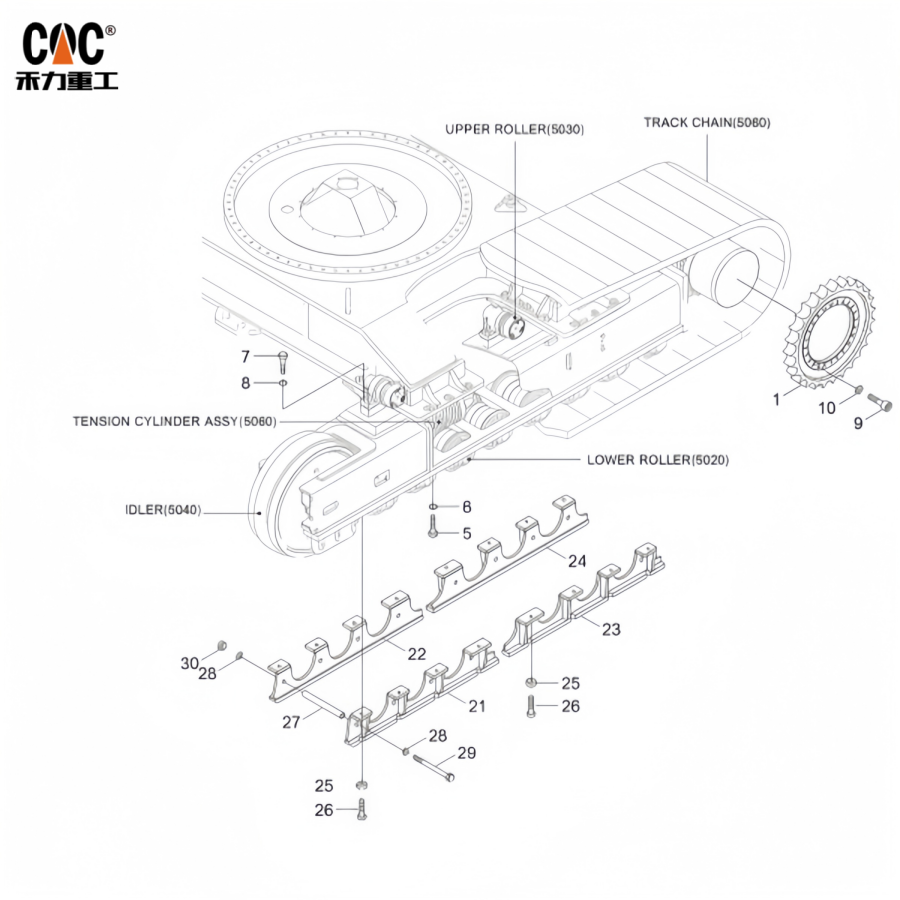
- ორიგინალი მწარმოებლის თავსებადობა: 81QE11010 დაპროექტებულია HYUNDAI R1250-ის ქვედა შასის სისტემასთან პირდაპირი, შეუცვლელი ურთიერთშემცვლელობისთვის. ინტერფეისის ყველა კრიტიკული ზომა - ლილვის დიამეტრი, ჭანჭიკის ხვრელის წრიული დახრილობა, საერთო სიგანე და ფლანგის პროფილი - დაცულია მკაცრი ტოლერანტობით.
- შესრულების გარანტია: კომპონენტს ემყარება შესრულების გარანტია, რომელიც უზრუნველყოფილია მისი სერტიფიცირებული წარმოების პროცესით. CQC-ის ზედამხედველობის მიერ მოთხოვნილი ვრცელი დოკუმენტაცია ამ ნდობის ობიექტურ საფუძველს წარმოადგენს.
- გლობალური მიწოდების უზრუნველყოფა: HELI MACHINERY MANUFACTURING CO., LTD. მხარს უჭერს გლობალურ ლოჯისტიკას ექსპორტის სტანდარტის შეფუთვით და სრული სერტიფიცირების დოკუმენტაციით, მათ შორის მასალების ტესტირების სერთიფიკატებით და ქარხნის შემოწმების ანგარიშებით, რაც ხელს უწყობს საზღვრისპირა შესყიდვების შეუფერხებელ განხორციელებას.
5.0 დასკვნა: ღირებულების ხელახალი განსაზღვრა დამოწმებადი პროცესის მეშვეობით
ისHYUNDAI R1250 81QE11010 ტრასის ქვედა ლილვაკის ასამბლეაHELI MACHINERY-სგან (CQC TRACK) წარმოგიდგენთ საბოლოო ევოლუციას სასაქონლო სათადარიგო ნაწილიდან პროცესის გარანტირებულ საინჟინრო კომპონენტამდე. მისი უპირატესობა არა მხოლოდ ამტკიცებენ, არამედ სტრუქტურულადაც განმტკიცებულია CQC პროდუქტის სერტიფიცირებისა და ქარხნის ზედამხედველობის მკაცრი წესებით. სერტიფიცირება-საინჟინრო ეს მიდგომა უზრუნველყოფს, რომ მიწოდებული თითოეული ერთეული იყოს მკაცრად ტესტირებული და დამტკიცებული დიზაინის პირდაპირი შთამომავალი, დამზადებული ხარისხის სისტემის ფარგლებში, რომელიც ექვემდებარება ყოველწლიურ ზედამხედველობას და დაუგეგმავ აუდიტს.
მომთხოვნი აღჭურვილობის მენეჯერისთვის, ღირებულების შეთავაზება ნათელია: ინვესტიცია ჩადეთ კომპონენტში, რომლის გახანგრძლივებული მომსახურების ვადა და ურყევი საიმედოობა მის დნმ-შია ჩადებული და დადასტურებულია წარმოებაში ერთ-ერთი ყველაზე სტრუქტურირებული ხარისხის შეფასების რეჟიმით. ეს იწვევს მძიმე ტექნიკის საბოლოო მაჩვენებელს: მანქანების მაქსიმალურ ხელმისაწვდომობას და სამუშაო საათის მინიმიზებულ ხარჯებს.
გაფრთხილება: სპეციფიკაციები და დიზაინი მუდმივად გაუმჯობესების პროცესშია. შეძენამდე რეკომენდებულია ზუსტი მოდელისა და სერიული ნომრების დიაპაზონის გადამოწმება თავსებადობისთვის. CQC სერტიფიცირების ინფორმაცია ეფუძნება მწარმოებლის საჯარო სერთიფიკატებს და სტანდარტულ CQC პროტოკოლებს.
პროდუქტების კატეგორიები
-

w154A-Z2/ლიანდაგიანი ლილვაკი-ფსკერის ლილვაკი-მინი ექსკავატორი...
-

Doosan-ის ექსკავატორის ლიანდაგიანი ლილვაკი (200104-00012A, 20...
-

CQC-მინი ექსკავატორი/YQS35 ლიანდაგიანი ლილვაკის სათადარიგო ნაწილი...
-

HITACHI/EX3000-(9066272,A7635000M00)-ტრასის როლიკებით...
-

სამშენებლო ტექნიკის ნაწილების ინდივიდუალური შეკვეთით ექსკავატორი...
-

ცხელ-ცხელი გაყიდვადი SK60 SK200/ 24100N6292F2/24100N8009...






